
|
|
- Grade Introduction
- Roatiog Tools
- Roatiog Tool Inserts
- Coated Carbide (CVD&PVD)
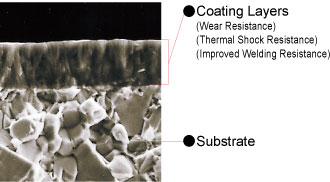
COATED CARBIDE (CVD&PVD)
<CVD>
- Special tough fibrous structure improves wear and fracture resistance.
- Covers a wide application range and reduces the number of tools required.
<PVD>
- PVD coating prolongs tool life when compared to cemented carbide under the same cutting conditions.
- Coating of tools with sharp edges is possible without softening or changing the quality of the subsrate.
GRADE CHARACTERISTICS
| Grade | Substrate | Coating Layer | ||
|---|---|---|---|---|
| Hardness (HRA) |
T.R.S (GPa) |
Composition | Thickness | |
| MC5020 | 91.0 | 2.2 | TiCN-AI2O3-Ti Compound | Thick |
| F7010 | 89.0 | 2.6 | TiCN-Al2O3-TiN | Thin |
| FH7020 | 88.8 | 2.8 | TiCN-AI2O3-Ti Compound | Thick |
| F7030 | 88.8 | 2.5 | TiCN-Al2O3-TiN | Thin |
| MP8010 | 93.5 | 2.3 | (Al,Ti,Si)N | Thin |
| MP9030 | 90.5 | 2.5 | (Al,Ti)N-Ti Compound | Thin |
| VP15TF | 91.5 | 2.5 | (Al,Ti)N | Thin |
| VP20RT | 90.5 | 2.5 | (Al,Ti)N | Thin |
| VP30RT | 88.8 | 2.8 | (Al,Ti)N | Thin |
| UP20M | 90.5 | 2.0 | TiN | Thin |
FEATURES OF VP (MIRACLE) COATING
Compared to conventional coating technology, VP (MIRACLE) coating features (Al,Ti)N coating with highly increased heat resistance and adhesion strength.
SELECTION STANDARD
MILLING
APPLICATION EXAMPLES
| Tool | ASX445R16007F | |
|---|---|---|
| Insert (Grade) | SEMT13T3AGSN-JM (VP15TF) | |
| Workpiece |  |
|
| Component | Machine parts | |
| Cutting Speed (m/min) |
200 | |
| Feed per Tooth (mm/rev) |
0.27 | |
| Depth of Cut (mm) |
3 | |
| Coolant | Dry cutting | |
| Result |  |
|
| Tool | AHX640WR16016F | |
|---|---|---|
| Insert (Grade) | NNMU200608ZEN-MK (MC5020) | |
| Workpiece |  |
|
| Component | Cylinder blook | |
| Cutting Speed (m/min) |
155 | |
| Feed per Tooth (mm/rev) |
0.32 | |
| Depth of Cut (mm) |
3 – 5 | |
| Coolant | Dry Cutting | |
| Result |
MC5020 showed 3 times longer tool life than the competitor’s grade without chipping occurring. |
|
| Tool | BXD4000-063A05RA | |
|---|---|---|
| Insert (Grade) | XDGT1550PDFR-G04 (LC15TF) | |
| Workpiece |  |
|
| Revolution (min-1) | 5000 | |
| Cutting Speed (m/min) | 1108 | |
| Depth of Cut (mm) | 4 | |
| Width of Cut (mm) | 1.5 | |
| Feed per Tooth (mm/tooth) | 0.34 | |
| Chip Discharge (cc/min) | 57 | |
| Result |
LC15TF produced a superior surface finish compared to the competitors non-coated carbide grade that generated a dull surface finish. |
|
| Tool | AHX640WR16016F | |
|---|---|---|
| Insert (Grade) | NNMU200608ZEN-MK (MC5020) | |
| Workpiece |  |
|
| Component | Machine parts | |
| Cutting Speed (m/min) |
80 | |
| Feed (mm/rev) |
0.1 | |
| Results | Tool life doubled. |
|