
|
|
HSK TOOLS 复合加工机 车削加工用 刀具系统
为引领技术潮流的复合加工机而开发的高精度、 高刚性HSK–T型刀具系统。
HSK–T系统 (ICTM规格)
主要包括加工中心主轴上使用的HSK–A型(ISO规格:ISO12164–1:2001)及适用于具备互换性的复合加工机上进行车削加工用新型HSK系统。
日本17家公司共同开发,作为ICTM规格在国内外普及使用。
2008年以HSK–T型名称实现ISO标准化。(ISO12164–3:2008)
日本17家公司共同开发,作为ICTM规格在国内外普及使用。
2008年以HSK–T型名称实现ISO标准化。(ISO12164–3:2008)

高精度的 刀尖定位
与铣削加工中使用的HSK–A型相比, HSK–T型的主轴键与刀柄键槽的公差规 定更加严格。
实现了车削加工中高精度的刀尖定位, 是最适于复合加工机使用的系统。
铣削加工中,以往的HSK–A型刀具仍然 可以继续使用。
实现了车削加工中高精度的刀尖定位, 是最适于复合加工机使用的系统。
铣削加工中,以往的HSK–A型刀具仍然 可以继续使用。
实现了复合加工机与加工中心刀具的通用化
适用于车削加工的配合公差
ICTM–HSK到HSK–T
最适于复合加工机的直柄型刀具
具有优异的接近性,可避免与工件的干涉
 机床B轴 (刀具主轴) 倾斜45度, 可防止主轴、刀柄与工件及卡 盘发生干涉。
机床B轴 (刀具主轴) 倾斜45度, 可防止主轴、刀柄与工件及卡 盘发生干涉。刀尖配置在主轴中心上,可提高中心高度的精度
 刀尖的中心高度不会受到主轴 与刀柄键配合部分间隙的影 响,可实现更加稳定的高精度 加工。
刀尖的中心高度不会受到主轴 与刀柄键配合部分间隙的影 响,可实现更加稳定的高精度 加工。采用高刚性、高精度、高可靠性的夹紧机构, 最适用于不锈钢、耐热合金等难切削材料的车削加工
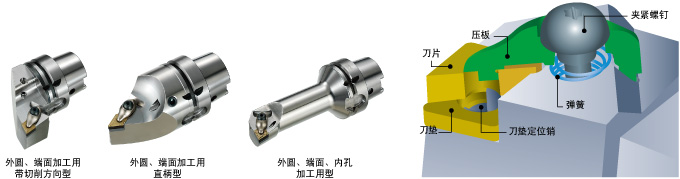
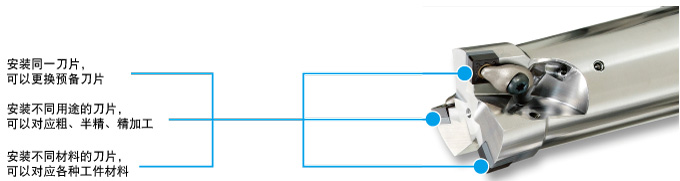
1把刀具可以安装同样形状的3个车削刀片
刀柄尺寸加大,因而可以实现更高效率的加工
