
|
|
MMT系列的特点
丰富的系列
283种刀片、26种刀柄登场。
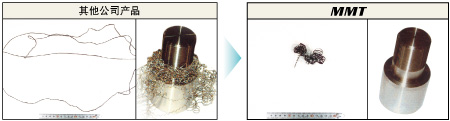
M级3维断屑槽刀片
全面磨削型刀片

即使在切屑不容易折断的后几步加工中也能构稳妥控制切屑(M级3维断屑槽刀片)
ISO公制外螺纹螺距1.5mm 最终步(第6步)
- 工件材料
- : SCM440
- 刀片
- : MMT16ER150ISO–S
- 材料
- : VP15TF
- 切削速度
- : 120m/min
- 切削方法
- : 径向横切
- 切削深度
- : 面积固定
- 步数
- : 6步
- 切削液
- : 水溶性
实现加工精度上一个台阶(全面磨削型刀片)
采用前刀面及外周磨削型刀片,可实现更加稳定的高精度螺纹加工。
| 螺纹种类 | 公差等级 |
|---|---|
| ISO公制螺纹60° | 6g / 6H |
| 尤氏螺纹60° | 2A / 2B |
| 威式螺纹55° | Medium Class A |
| 英制BSPT55° | Standard BSPT |
| 圆形 DIN 405 30° | 7h / 7H |
| ISO梯形30° | 7e / 7H |
| ACME梯形29° | 3G |
| UNJ | 3A |
| API锯齿形 | Standard API |
| API圆形60° | Standard API RD |
| 美制NPT60° | Standard NPT |
| 美制NPTF60° | Class2 |
刀柄(采用特殊表面处理)
外圆
内孔
可对应各种导程角
- 装卸交换式刀垫,可对应右表中的导程角。
- 通过更换刀垫,还可以使用一部分右手刀柄切削左螺纹。
刀片材料
超群的耐磨损性与耐塑性变形性
- 形状维持非常重要的螺纹切削中,具有高耐磨损性、耐塑性变形性,并能长时间持续高精度加工。
- 与要求高螺纹精度的全面磨削型刀片组合发挥威力。
广泛的通用性
- 在进行低刚性的棒料、三角弯头加工、要求刀具具备耐破损性时,或刀片容易发生异常损伤时,也能够长时间持续稳定加工。
- 与注重性能价格比的M级3维断屑槽刀片组合发挥威力。
良好的耐破损性
- 最适用于刀尖易发生破损的不锈钢内孔加工、不稳定加工。
- 与性价比高的M级3维断屑槽刀片的组合发挥威力。
M级3维断屑槽刀片与全面磨削型刀片的使用区别
- 重视切屑处理性能及性能价格比 时,推荐使用M级3维断屑槽刀片。
- 重视螺纹精度时,推荐使用全面 磨削型刀片。